


切割是玻璃生产(chǎn)和深加工(gōng)过程中(zhōng)必不可(kě)少的基本工(gōng)序,作(zuò)业过程中(zhōng)通常需要满足尺寸准确、断面平整垂直,无崩边掉角的质(zhì)量要求。随着市场需求越来越多(duō)样化,对于玻璃尺寸的要求也更加严格,例如精(jīng)度需要控制在±0.5mm以内,有(yǒu)的甚至只接受0~0.2mm的正公(gōng)差。因此,如何提高玻璃的切割质(zhì)量是企业不得不思考的问题。
玻璃的切割方式:
最常见的玻璃基片切割方法是采用(yòng)金刚石砂轮片或硬质(zhì)合金轮在玻璃表面划痕,然后通过掰边的方法使其折断。
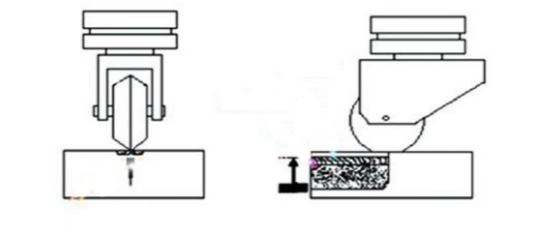
△机械切割方法
该方法相对简单,容易操作(zuò),但在划線(xiàn)折断过程后,由于玻璃边缘残余应力和微裂纹的产(chǎn)生,需要增加清洗、打磨、热处理(lǐ)等后续流程。在进行清洗工(gōng)序的时候,微小(xiǎo)的碎屑可(kě)能(néng)会对玻璃表面造成一定的损伤。
随着人们对玻璃的切割质(zhì)量和玻璃的切割成品率要求越来越高,传统的机械切割方法已经无法满足生产(chǎn)需求。近五年来,行业内出现了一些用(yòng)于工(gōng)业的激光切割玻璃设备,其加工(gōng)的玻璃相对于传统切割方法具(jù)有(yǒu)一些优势。
利用(yòng)激光对玻璃进行切割主要有(yǒu)两种方法,一种是熔融切割法,一种是裂纹控制法。其中(zhōng),裂纹控制法应用(yòng)较為(wèi)广泛,切割出来的玻璃切缝平直,没有(yǒu)碎屑,也很(hěn)少会出现微裂纹等问题。
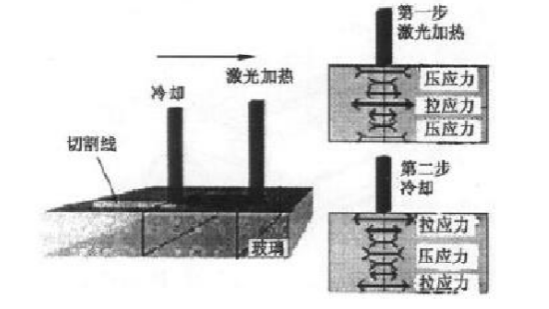
△裂纹控制法工(gōng)作(zuò)原理(lǐ)
不管是何种切割方式,都需要不断优化切割过程来提高玻璃的切割质(zhì)量,具(jù)體(tǐ)来说。从横切机入手,可(kě)以从以下几方面考虑:
一、提高横切质(zhì)量
1、产(chǎn)品厚度应与切割刀(dāo)轮、切割压力相匹配
切割刀(dāo)轮应该根据玻璃所需厚度进行调整,玻璃厚度越厚,使用(yòng)的刀(dāo)轮角度及切割压力越大,玻璃越薄,使用(yòng)的刀(dāo)轮角度及切割压力越小(xiǎo)。小(xiǎo)角度刀(dāo)轮压力不宜过大,否则玻璃切割过程中(zhōng)容易出现破皮的情况;大角度的刀(dāo)轮压力也不宜过小(xiǎo),否则会出现刀(dāo)印浅或者无刀(dāo)印的问题。合适的刀(dāo)轮角度、切割压力切出来的刀(dāo)痕应该是光滑、均匀、连续,无刨刮、无飞屑。
2、调整横切刀(dāo)的落刀(dāo)点、抬刀(dāo)点、刀(dāo)杆行程等
横切机的作(zuò)用(yòng)就是把玻璃横向切割,使玻璃横向掰断并加速分(fēn)离,抬刀(dāo)点与落刀(dāo)点需要根据板宽及边部牙印调整。通常的做法是将抬刀(dāo)或落刀(dāo)点设定在内牙印内,既能(néng)保护切割刀(dāo),又(yòu)能(néng)保证切割刀(dāo)印的均匀连续性。
刀(dāo)杆行程不能(néng)太高或太低,行程太高,刀(dāo)痕不连续,会造成掰不断或掰不直;行程太低,切割刀(dāo)印会出现刨刮,掰断时容易造成上表破皮。
刀(dāo)架上的气缸压力需要根据不同厚度的玻璃进行调整,一般情况下,气缸压力指针在黄色區(qū)域与绿色區(qū)域之间,气压不易过大。
3、控制横掰掰断时间
掰断时间的提前或滞后决定了掰断辊的掰断动作(zuò)时间,参数设置必须保证横切刀(dāo)印到达掰断辊正上方时玻璃刚好掰断,玻璃掰断后会与掰断辊同步下落,所以要根据不同厚度对掰断时间进行相应调整。
此外,由于刀(dāo)印不在掰断辊最高点,所以通常薄玻璃掰断动作(zuò)要提前,厚玻璃掰断动作(zuò)需滞后,调整过程中(zhōng)要根据实际的掰断位置做好调整。

△玻璃横切机
二、锡退工(gōng)艺的控制
玻璃从锡槽出来经退火窑降温输送至冷端切割區(qū),在此过程中(zhōng)受设备的稳定性以及工(gōng)艺调整的影响,常常会形成玻璃带的翘曲。尤其是薄玻璃生产(chǎn)时,变形尤為(wèi)强烈,在退火窑会听到类似打鼓的声音。玻璃带不平整会严重影响切割精(jīng)度,这就对锡退工(gōng)序的控制提出了严格要求。虽然目前玻璃翘曲仍不能(néng)很(hěn)好的完全解决,但在有(yǒu)效的手段内可(kě)对玻璃翘曲进行一定的改善,要求锡槽两侧拉边机运行平稳,玻璃带受力均匀,横向温差小(xiǎo),纵向降温梯度合理(lǐ),从而确保玻璃带传输至切割區(qū)域时板面趋于平整,在一定范围内使玻璃带波动性降低,以降低玻璃带对切割精(jīng)度的影响。
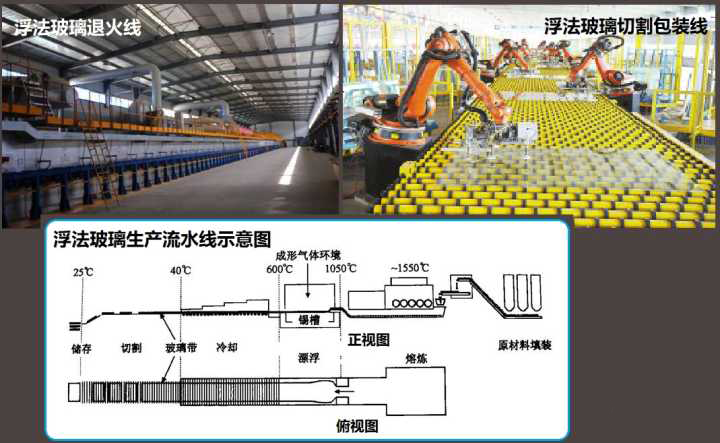
△浮法玻璃生产(chǎn)流水線(xiàn)
三、稳定气源,减小(xiǎo)摩擦力
气源不稳定,刀(dāo)架起落就会受影响。為(wèi)了保证横切机有(yǒu)着充足的气源压力,可(kě)為(wèi)横切机配备单独的储气罐,出气口配置稳压阀,以保证出口压力稳定,进入气缸的压力稳定。同时,尽量缩短储气罐到横切机机头的距离,减小(xiǎo)气體(tǐ)的损耗,用(yòng)以保证横切机刀(dāo)头架气缸所受压力均衡稳定,以提高气缸的伸缩速度及响应时间,从而确保落刀(dāo)点误差小(xiǎo),以减小(xiǎo)切割误差,提高横切机的精(jīng)准性。
四、缩短信号响应时间
為(wèi)了提高横切机的落刀(dāo)响应时间,降低因气源不稳定造成的影响,可(kě)把气缸更换為(wèi)電(diàn)缸。相同环境下,電(diàn)缸能(néng)保证稳定的输出压力和距离,同时,電(diàn)信号的响应速度要比气动信号要快。响应时间缩短,刀(dāo)头架起落位置的精(jīng)准性就会得到很(hěn)大改善和提高,相应的落刀(dāo)点的精(jīng)准性也会提高,从而提高切割的精(jīng)度。
总结:以上便是玻璃切割需要考虑的因素,实际生产(chǎn)中(zhōng),只有(yǒu)充分(fēn)了解影响玻璃切割的因素并能(néng)及时作(zuò)出相应的调整,才能(néng)提高玻璃切割的精(jīng)度!






